

Ճշգրիտ հաստոցների ձեր արտադրողը
ՃՇՇՏԻՐ ՄԵՔԵՆԱՇԱՐՈՒՄ
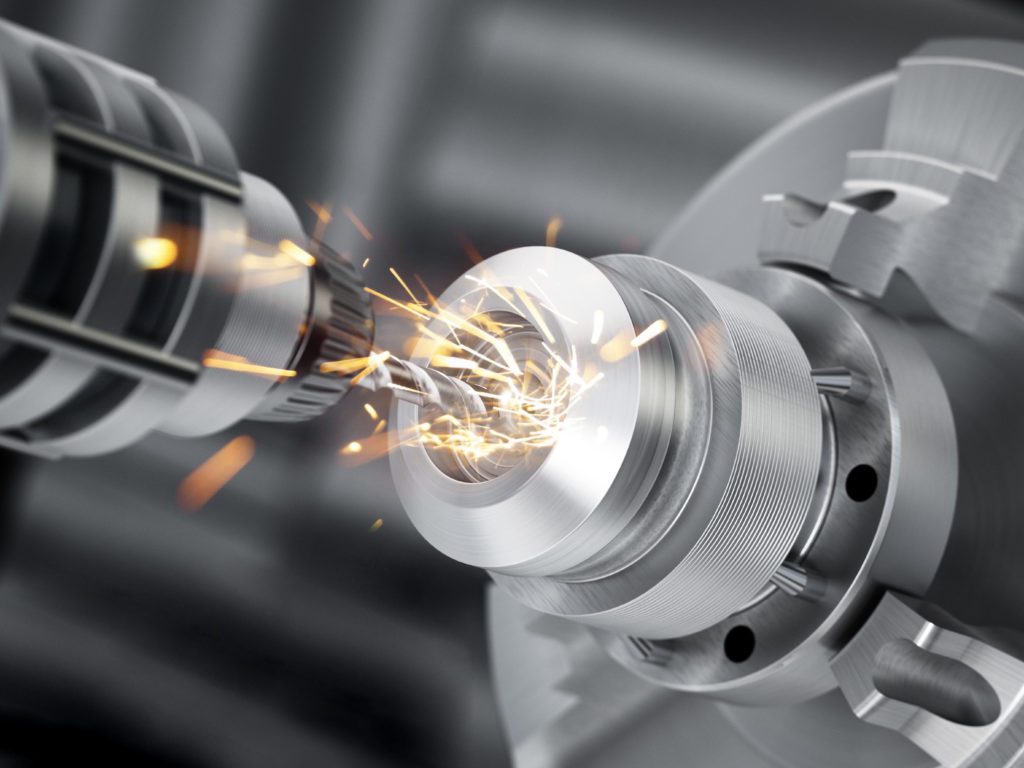
Ճշգրիտ հաստոցավորումը գործընթաց է, որի ընթացքում մշակման մեքենաների միջոցով փոխվում է աշխատանքային մասի ձևը կամ կատարումը: Ըստ մշակման ենթակա աշխատանքային մասի ջերմաստիճանային վիճակի՝ այն բաժանվում է սառը և տաք մշակման։ Սովորաբար, վերամշակումը սենյակային ջերմաստիճանում և չի առաջացնում աշխատանքային մասի քիմիական կամ փուլային փոփոխություններ, այն կոչվում է սառը մշակում: Ընդհանուր առմամբ, նորմալից բարձր կամ ցածր ջերմաստիճանում մշակումը կառաջացնի աշխատանքային մասի քիմիական կամ փուլային փոփոխություն, որը կոչվում է ջերմային մշակում: Սառը վերամշակումը կարելի է բաժանել կտրման և ճնշման վերամշակման՝ ըստ մշակման մեթոդների տարբերության: Ջերմային մշակումը սովորաբար ներառում է ջերմային մշակումը, դարբնոցը, ձուլումը և եռակցումը:

Ավտոպահեստամասերի վերամշակումն այն միավորն է, որը կազմում է ավտոպահեստամասերի վերամշակման ամբողջությունը և այն ապրանքները, որոնք ծառայում են ավտոպահեստամասերի վերամշակմանը: Որպես ավտոարդյունաբերության հիմք՝ ավտոպահեստամասերը անհրաժեշտ գործոններ են ավտոարդյունաբերության կայուն և առողջ զարգացմանն աջակցելու համար: Մասնավորապես, ավտոարդյունաբերության ներկայիս անկախ զարգացումն ու նորարարությունը, որն իրականացվում է եռանդուն և եռանդով, պահանջում է ուժեղ մասերի համակարգ՝ դրան աջակցելու համար: Ավտոմեքենաների անկախ ապրանքանիշերը և տեխնոլոգիական նորարարությունները պահանջում են մասեր և բաղադրիչներ, որպես հիմք, և մասերի և բաղադրիչների անկախ նորարարությունը ուժեղ շարժիչ ուժ ունի տրանսպորտային միջոցների արդյունաբերության զարգացման համար: Նրանք ազդում և փոխազդում են միմյանց հետ: Չկա ամբողջական մեքենաների անկախ բրենդ և պահեստամասերի հզոր համակարգ: Ընկերության R&D և նորարարական հնարավորությունները դժվար է պայթել, և առանց ուժեղ բաղադրիչ համակարգի աջակցության, անկախ ապրանքանիշերի համար դժվար կլինի դառնալ ավելի մեծ և ուժեղ:
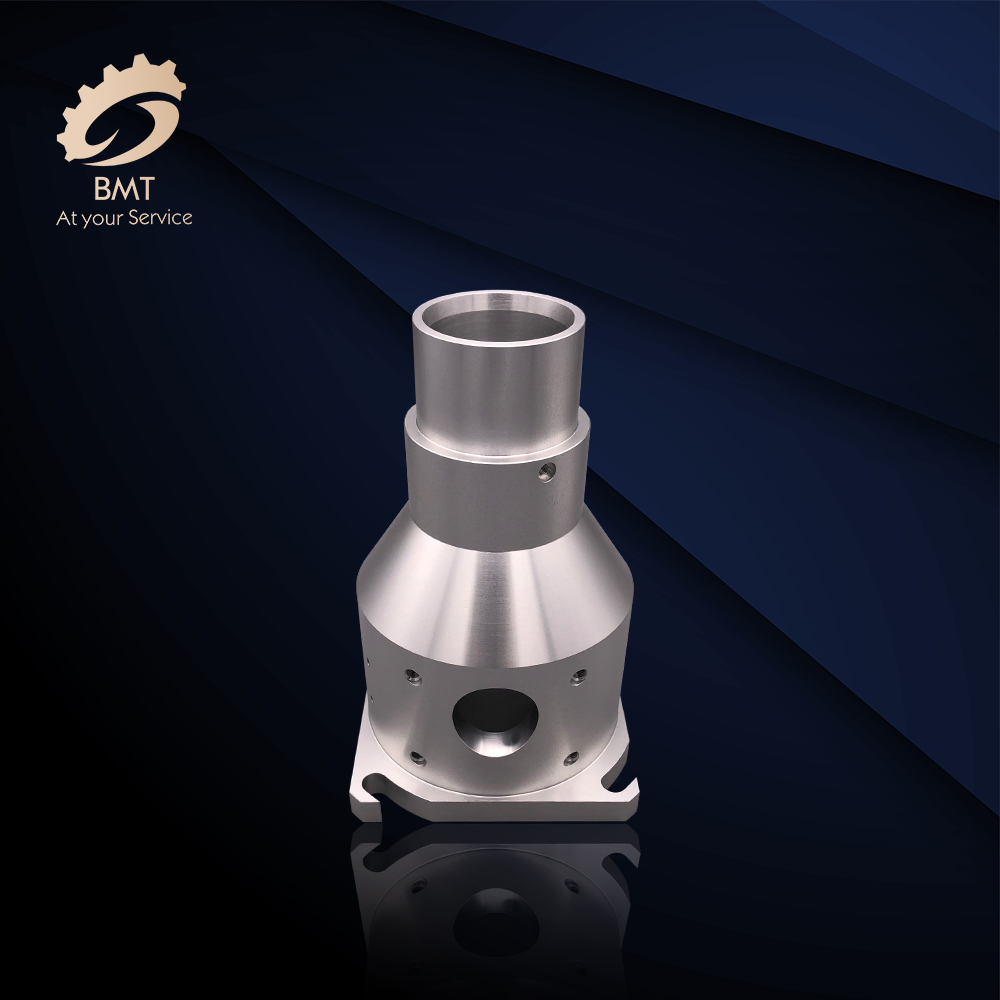
Մասերը վերաբերում են առանձին մասերին, որոնք չեն կարող առանձնացվել մեքենաներում: Դրանք մեքենայի հիմնական բաղադրիչներն են և մեքենայի արտադրության գործընթացի հիմնական միավորը: Արտադրության գործընթացը սովորաբար չի պահանջում հավաքման գործընթաց: Օրինակ՝ թեւեր, թփեր, ընկույզներ, ծնկաձողեր, շեղբեր, շարժակներ, խցիկներ, միացնող գավազանների մարմիններ, միացնող գավազանների գլուխներ և այլն: Կան չափերի և ճշգրտության հատուկ պահանջներ, ինչպիսիք են 1 մմ գումարած կամ մինուս միկրոմետրերը և այլն: Եթե չափը չափազանց մեծ է, ապա այն կվատնվի: Այս պահին դա համարժեք է վերամշակման, ժամանակատար և աշխատատար, և երբեմն նույնիսկ ամբողջ վերամշակված նյութը ջարդոն է արվում: Սա ինքնարժեքի բարձրացում է առաջացրել, և դրա հետ մեկտեղ մասերը միանշանակ անօգտագործելի են։
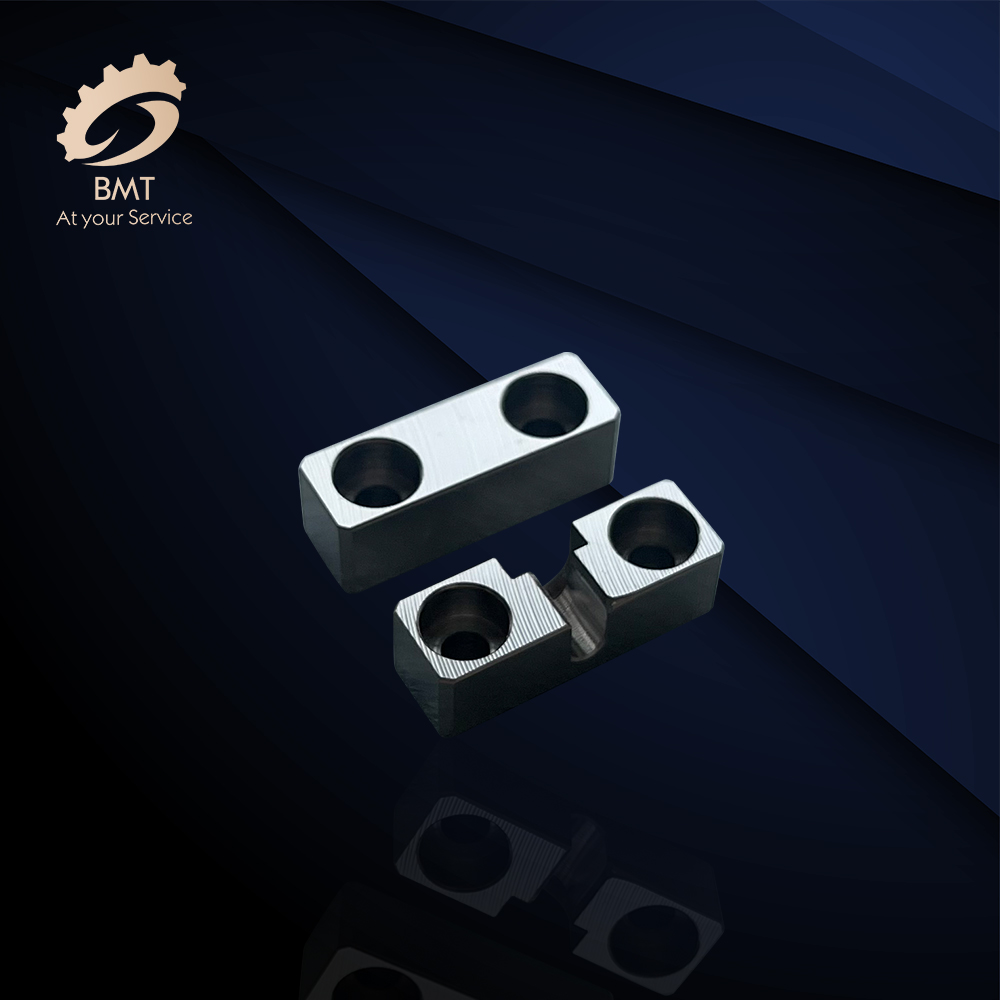
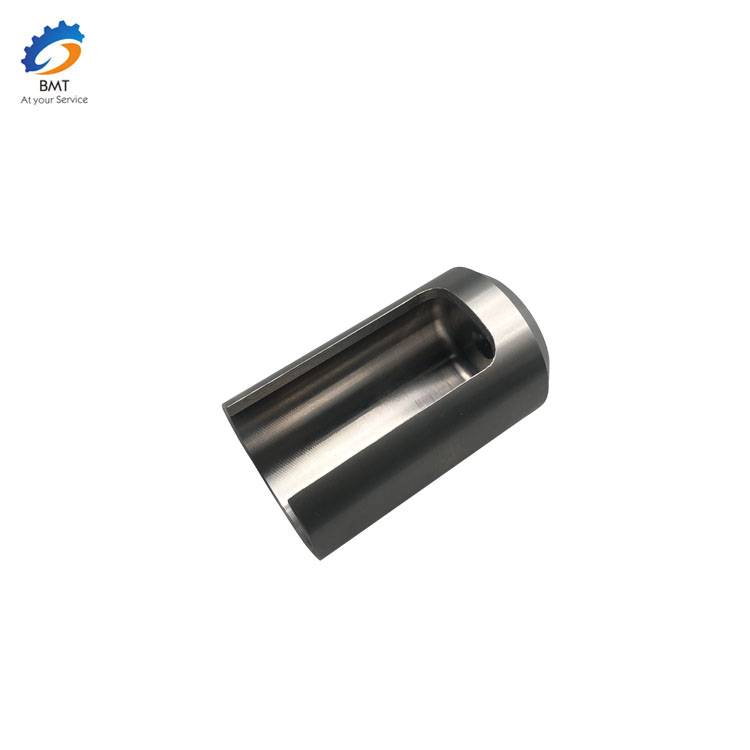
Որոշ սովորական սարքավորումներ չեն կարող ավարտել կաղապարի մշակումը, օրինակ՝ փոքր R անկյուններով որոշ խոռոչներ; էլեկտրոդները մշակվում են էլեկտրական իմպուլսով։ Դրանք սովորաբար պատրաստված են պղնձից կամ գրաֆիտից: Կաղապարների արտադրության տեխնոլոգիայի արագ զարգացումը դարձել է ժամանակակից արտադրական տեխնոլոգիայի կարևոր մասը: Կաղապարների արտադրության ժամանակակից տեխնոլոգիան զարգանում է տեղեկատվական շարժիչի արագացման, արտադրության ճկունության, արագաշարժ արտադրության և համակարգի ինտեգրման ուղղությամբ: Այն հատկապես դրսևորվում է կաղապարի CAD/CAM տեխնոլոգիայով, կաղապարի լազերային արագ նախատիպավորման տեխնոլոգիայով, կաղապարի ճշգրիտ ձևավորման տեխնոլոգիայով և կաղապարի գերճշգրիտ մշակման տեխնոլոգիայով: Կաղապարի դիզայնը օգտագործում է վերջավոր տարրերի մեթոդը և սահմանային տարրերի մեթոդը հոսքի, հովացման և ջերմության փոխանցման գործընթացն իրականացնելու համար: Մշակվել են դինամիկ մոդելավորման տեխնոլոգիա, կաղապարի CIMS տեխնոլոգիա, առաջադեմ արտադրական տեխնոլոգիաներ, ինչպիսիք են կաղապարների DNM տեխնոլոգիաները և թվային կառավարման տեխնոլոգիաները: