
























CNC հաստոցների մշակման փաստացի հարցեր

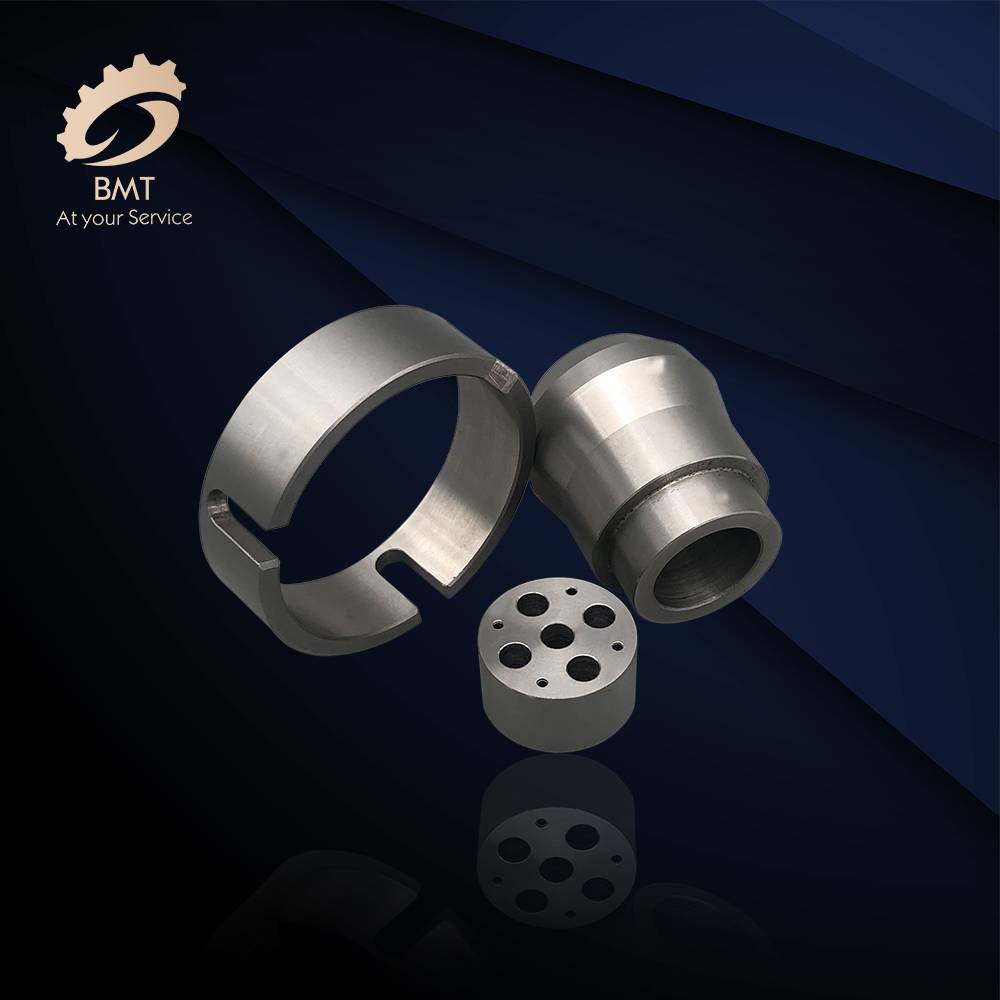
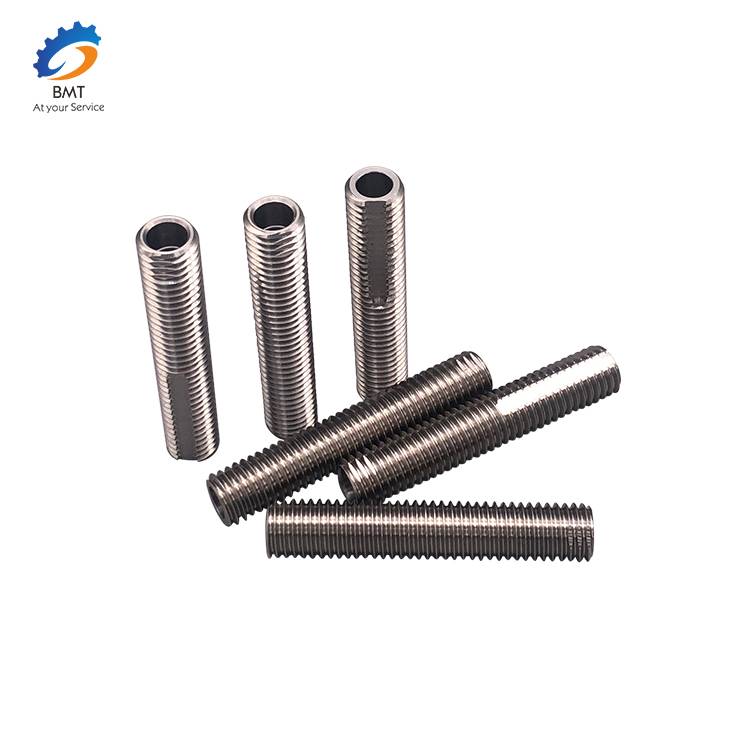
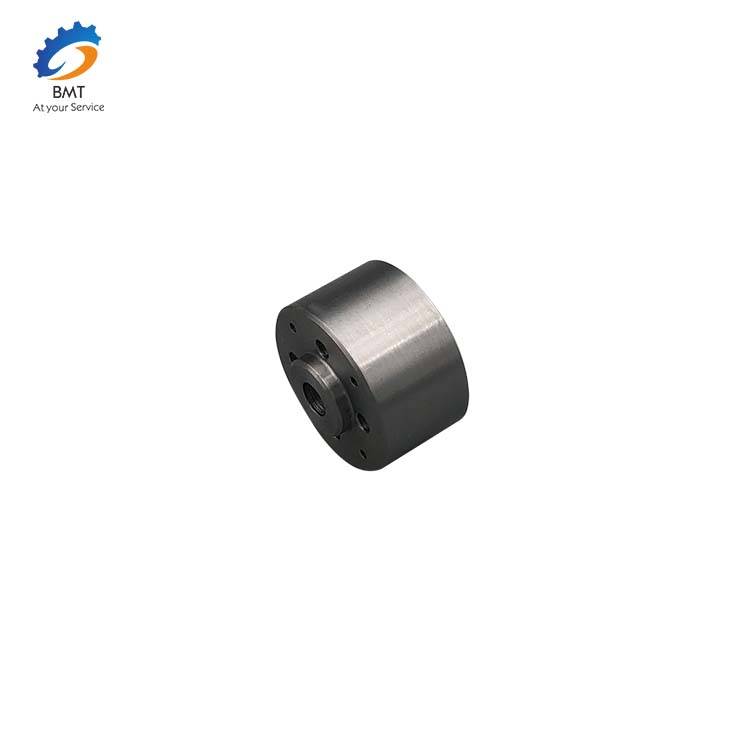
Ճշգրիտ հաստոցները կարող են ցանկացած արտադրական գործընթաց հասցնել հաջորդ մակարդակի: Այն կարող է հրաշքներ գործել գործառնական արդյունավետության համար, նվազագույնի հասցնել շրջադարձի ժամանակը և կրճատել արտադրության արժեքը: Ո՞վ գիտի դա ավելի լավ, քան Չինաստանի խոշորագույն CNC շրջադարձային և ֆրեզերային բաղադրիչներ արտադրողներից մեկը, որն իր գոտում 15 տարվա փորձ ունի: BMT-ն այդ ժամանակվանից ի վեր տրամադրում է բացառիկ ճշգրիտ մասեր արդյունաբերության համար:
Մեխանիկական մշակման թրթռումների կանխարգելում և վերահսկում.
Վերացնել կամ թուլացնել այն պայմանները, որոնք առաջացնում են մեքենայական թրթռում. Գործընթացի համակարգի դինամիկ բնութագրերը բարելավելու համար գործընթացի համակարգի կայունությունը բարելավելու համար՝ օգտագործելով թրթռումային խափանման մի շարք սարքեր
Ապրանքի նկարագրությունը






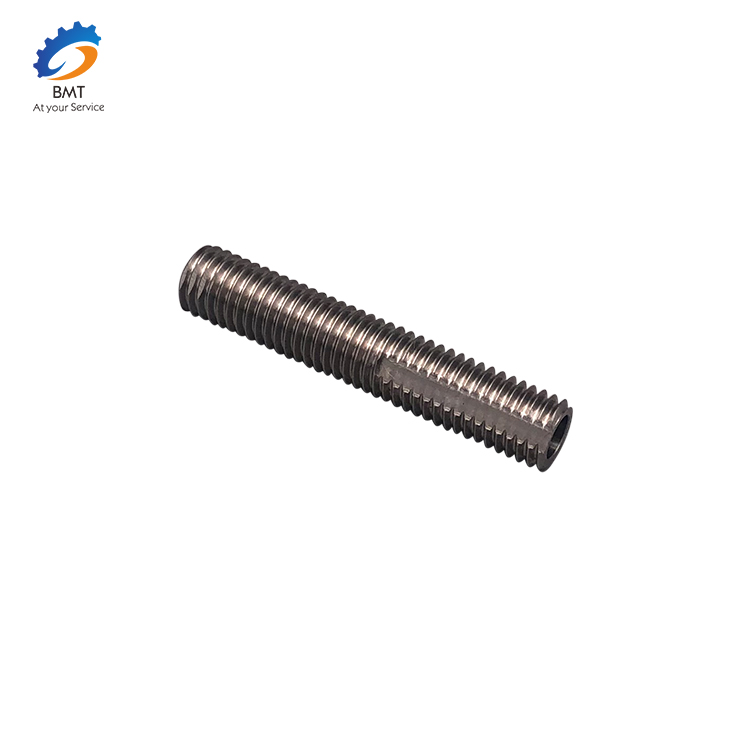




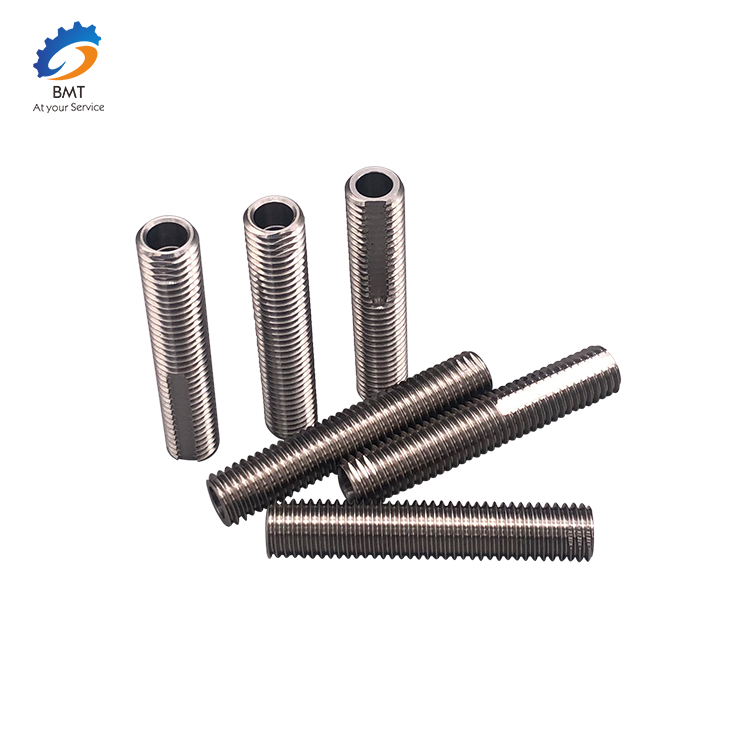








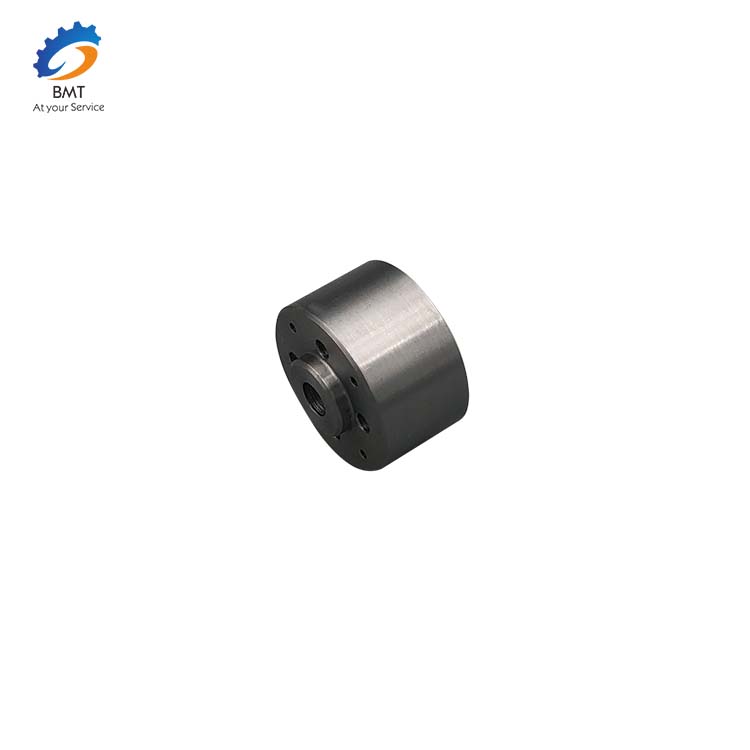





Ինչու՞ ընտրել մեր CNC հաստոցային մասերը:


Հենանիշի ընտրության կոպիտ սկզբունք. Նուրբ հենանիշի ընտրության սկզբունքը:
Չմշակված հենանիշ.
1. Փոխադարձ դիրքի պահանջների ապահովման սկզբունքը.
|
3. Սկզբունքը հարմար workpiece կռվան;
4. Սկզբունքը, որ կոպիտ տվյալները չպետք է վերաօգտագործվեն ընդհանրապես
Նուրբ հենանիշ.
1. Տվյալների համընկնման սկզբունքը;
2. Հենանիշի միասնական սկզբունք;
3. Փոխադարձ հենանիշի սկզբունք;
4. Ինքնասպասարկման հենանիշի սկզբունքը;
5. Հեշտ սեղմվող սկզբունքը:


Որո՞նք են գործընթացի հաջորդականության սկզբունքները:
ա) նախ մշակել տվյալների մակարդակը, այնուհետև մշակել այլ մակերեսներ.
բ) Կես դեպքերում նախ մշակվում է մակերեսը, իսկ հետո՝ անցքը.
գ) սկզբում մշակվում է հիմնական մակերեսը, իսկ հետո՝ երկրորդականը.
դ) Սկզբում դասավորեք կոպտացման գործընթացը, ապա ավարտելու գործընթացը:
Ինչպե՞ս բաժանել մշակման փուլը: Որո՞նք են մշակման փուլերի բաժանման առավելությունները:
Մշակման փուլի բաժանում.
1) կոպիտ մշակման փուլ
2) կիսամշակման փուլ
3) ավարտական փուլ
4) Ճշգրիտ հարդարման փուլ

Այն կարող է ապահովել բավարար ժամանակ՝ վերացնելու ջերմային դեֆորմացիան և կոպիտ մշակման հետևանքով առաջացած մնացորդային սթրեսը, որպեսզի բարելավվի հետագա մշակման ճշգրտությունը: Բացի այդ, կոպիտ մշակման փուլում հայտնաբերված դատարկ թերությունները չպետք է վերամշակվեն վերամշակման հաջորդ փուլում՝ թափոններից խուսափելու համար: Բացի այդ, սարքավորումների ողջամիտ օգտագործումը, ցածր ճշգրտության հաստոցները կոպիտ հաստոցների ճշգրիտ հաստոցների համար հարդարման համար, ճշգրիտ հաստոցների ճշգրտության մակարդակը պահպանելու համար. Մարդկային ռեսուրսների ողջամիտ դասավորվածություն, բարձր տեխնոլոգիական աշխատողներ, որոնք մասնագիտացած են ճշգրիտ գերճշգրիտ մշակման մեջ, ինչը շատ կարևոր է արտադրանքի որակն ապահովելու, տեխնոլոգիայի մակարդակը բարելավելու համար: